跳至正文
首页
产品中心
应用案例
服务支持
新闻资讯
关于我们
联系我们
CN
EN
导航菜单
导航菜单
首页
产品中心
应用案例
服务支持
新闻资讯
关于我们
联系我们
CN
EN
附加功能
附加功能
附加功能
外部轴
通过追加放大器基板,可扩展外部轴(行走轴、工装轴),并可通过示教器分配按键控制。可将编程示教器的E轴、8轴操作键分配为任意的外部轴(行走轴、工装轴) 在选择机器人组界面下按下按键即可对该轴进行操作。
外部轴
通过追加放大器基板,可扩展外部轴(行走轴、工装轴),并可通过示教器分配按键控制。可将编程示教器的E轴、8轴操作键分配为任意的外部轴(行走轴、工装轴) 在选择机器人组界面下按下按键即可对该轴进行操作。
外部轴
通过追加放大器基板,可扩展外部轴(行走轴、工装轴),并可通过示教器分配按键控制。可将编程示教器的E轴、8轴操作键分配为任意的外部轴(行走轴、工装轴) 在选择机器人组界面下按下按键即可对该轴进行操作。
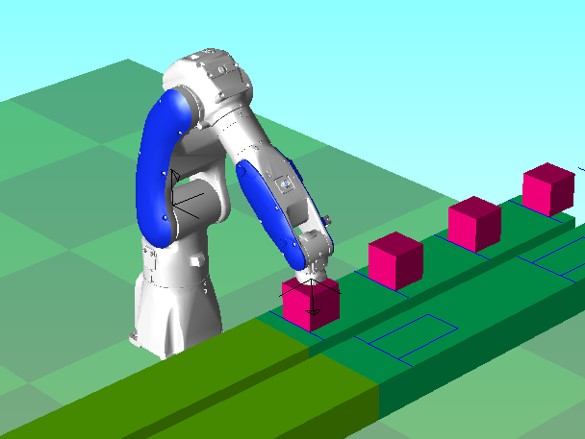
传送带跟踪
机器人会追踪工件,在不停止输送机的状态下也能进行搬送/排列作业。
传送带保持运行,机器人会持续追踪工件,实现搬运、喷涂等作业。根据现场需求,共有两种工作方式:
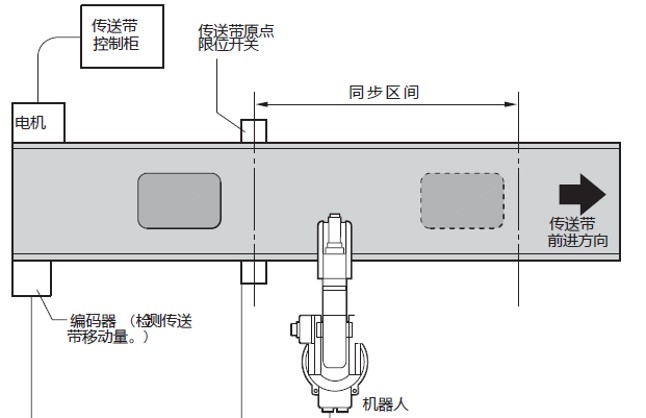
1.传感器跟踪
单个工件在传送带上排成直线输送,经过光纤传感器,触发跟踪信号。令机器人与持续运动的工件保持相对距离不变,实现追踪抓取搬运。一个工件一次触发,设置简单。
2.视觉跟踪
任意数量的工件,在传送带上任意输送。由视觉抓取图象信息,发送位置数据给机器人。让机器人进行跟踪。
资料下载
传送带跟踪
| 11 MB
下载
更多资料请到
下载中心
传送带跟踪
机器人会追踪工件,在不停止输送机的状态下也能进行搬送/排列作业。
传送带保持运行,机器人会持续追踪工件,实现搬运、喷涂等作业。根据现场需求,共有两种工作方式:
1.传感器跟踪
单个工件在传送带上排成直线输送,经过光纤传感器,触发跟踪信号。令机器人与持续运动的工件保持相对距离不变,实现追踪抓取搬运。一个工件一次触发,设置简单。
2.视觉跟踪
任意数量的工件,在传送带上任意输送。由视觉抓取图象信息,发送位置数据给机器人。让机器人进行跟踪。
资料下载
传送带跟踪
| 11 MB
下载
更多资料请到
下载中心
传送带跟踪
机器人会追踪工件,在不停止输送机的状态下也能进行搬送/排列作业。
传送带保持运行,机器人会持续追踪工件,实现搬运、喷涂等作业。根据现场需求,共有两种工作方式:
1.传感器跟踪
单个工件在传送带上排成直线输送,经过光纤传感器,触发跟踪信号。令机器人与持续运动的工件保持相对距离不变,实现追踪抓取搬运。一个工件一次触发,设置简单。
2.视觉跟踪
任意数量的工件,在传送带上任意输送。由视觉抓取图象信息,发送位置数据给机器人。让机器人进行跟踪。
资料下载
传送带跟踪
| 11 MB
下载
更多资料请到
下载中心
力控
根据力传感器的反馈控制和独创的力控制算法,能够进行精准的作业,实现对齿轮组装,曲面仿形研磨,抛光等进行应用。
力控
根据力传感器的反馈控制和独创的力控制算法,能够进行精准的作业,实现对齿轮组装,曲面仿形研磨,抛光等进行应用。
力控
根据力传感器的反馈控制和独创的力控制算法,能够进行精准的作业,实现对齿轮组装,曲面仿形研磨,抛光等进行应用。
虚拟围栏
为限制机器人手臂、工件的位置而设定假想的限制领域。对于所设定的领域,通过软件进行监视。
功能
通过计算机器人的位置及速度,若有超过限制领域的可能时,切断伺服电源,确保机器人停止。通过该方法,即使机器人因惯性移动,也不会超过限制领域。
优点
设备的省空间化,安全栅栏可控制在需要的最小限度。
虚拟围栏
为限制机器人手臂、工件的位置而设定假想的限制领域。对于所设定的领域,通过软件进行监视。
功能
通过计算机器人的位置及速度,若有超过限制领域的可能时,切断伺服电源,确保机器人停止。通过该方法,即使机器人因惯性移动,也不会超过限制领域。
优点
设备的省空间化,安全栅栏可控制在需要的最小限度。
虚拟围栏
为限制机器人手臂、工件的位置而设定假想的限制领域。对于所设定的领域,通过软件进行监视。
功能
通过计算机器人的位置及速度,若有超过限制领域的可能时,切断伺服电源,确保机器人停止。通过该方法,即使机器人因惯性移动,也不会超过限制领域。
优点
设备的省空间化,安全栅栏可控制在需要的最小限度。
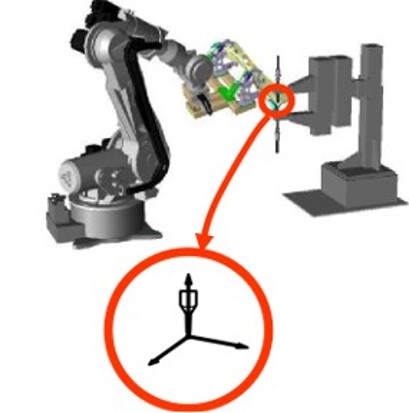
外部基准点
固定TCP
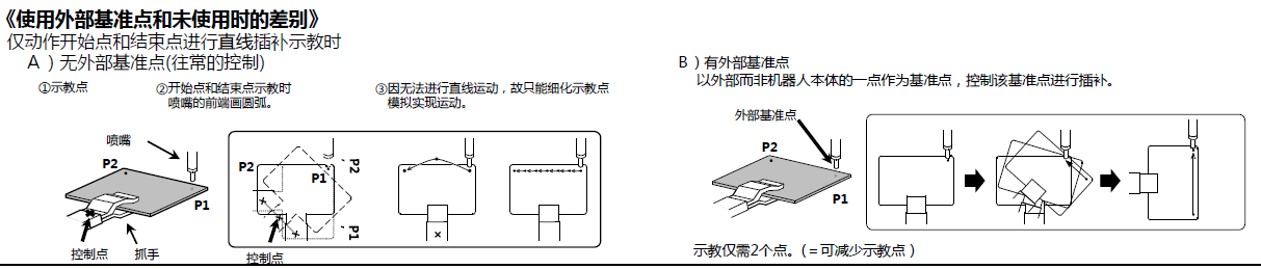
将空间上的一点作为本体的控制点进行示教或再现,可轻松实现工件变换姿态等动作。
功能
将空间中的任意一点作为控制点,可针对该基准点进行直线、圆弧插补,可保持形状稳定。
优点
可减少示教点数,从而提高示教时间。最多可使用63个基准点,可轻松切换工具。
资料下载
外部基准点功能说明书(英文)
| 2 MB
下载
更多资料请到
下载中心
固定TCP
将空间上的一点作为本体的控制点进行示教或再现,可轻松实现工件变换姿态等动作。
功能
将空间中的任意一点作为控制点,可针对该基准点进行直线、圆弧插补,可保持形状稳定。
优点
可减少示教点数,从而提高示教时间。最多可使用63个基准点,可轻松切换工具。
外部基准点
资料下载
外部基准点功能说明书(英文)
| 2 MB
下载
更多资料请到
下载中心
固定TCP
将空间上的一点作为本体的控制点进行示教或再现,可轻松实现工件变换姿态等动作。
功能
将空间中的任意一点作为控制点,可针对该基准点进行直线、圆弧插补,可保持形状稳定。
优点
可减少示教点数,从而提高示教时间。最多可使用63个基准点,可轻松切换工具。
外部基准点
资料下载
外部基准点功能说明书(英文)
| 2 MB
下载
更多资料请到
下载中心
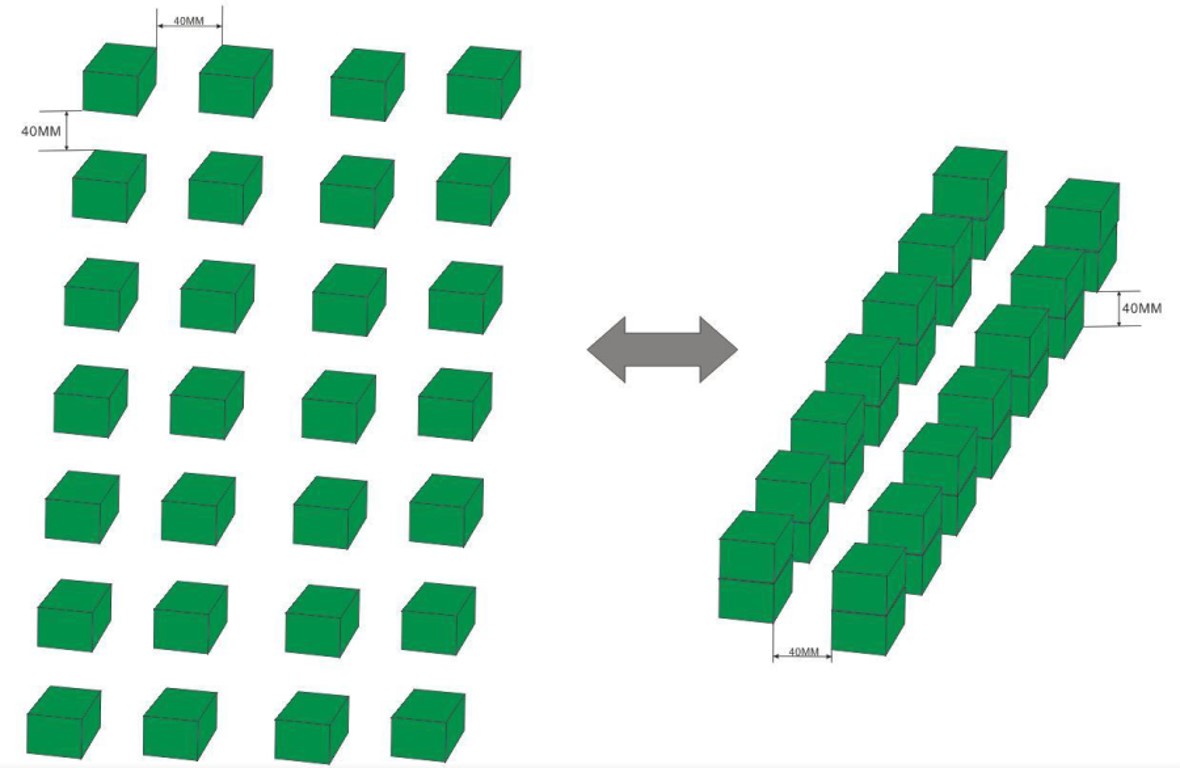
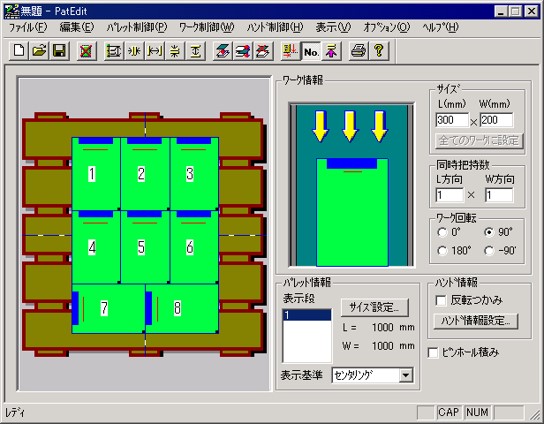
码垛
功能
使用模板程序,只需设置初始取放料点位,产品长宽高个数及间距,即可完成码垛程序的编写。
优点
在示教编程器上操作, 支援码垛作业的软件。有助于缩短配置时间, 提高作业效率。
.自动生成码垛程序
.轻松确认码垛状态
.轻松选择及更换作业内容
码垛专用软件MOTOPAL
码垛
功能
使用模板程序,只需设置初始取放料点位,产品长宽高个数及间距,即可完成码垛程序的编写。
优点
在示教编程器上操作, 支援码垛作业的软件。有助于缩短配置时间, 提高作业效率。
.自动生成码垛程序
.轻松确认码垛状态
.轻松选择及更换作业内容
码垛专用软件MOTOPAL
码垛
功能
使用模板程序,只需设置初始取放料点位,产品长宽高个数及间距,即可完成码垛程序的编写。
优点
在示教编程器上操作, 支援码垛作业的软件。有助于缩短配置时间, 提高作业效率。
.自动生成码垛程序
.轻松确认码垛状态
.轻松选择及更换作业内容
码垛专用软件MOTOPAL
软浮动
伺服浮动功能是不仅控制机器人的位置、同时控制机器人的位置及力的功能 。可根据加载的外力柔性控制机器人的位置及姿势。
功能
伺服浮动功能,是由关节伺服浮动及直线伺服浮动功能组成。
① 关节伺服浮动功能
以机器人的各轴为单位进行伺服浮动。适用于当仅对机器人的某个特定的轴加载外力时或不知外力加载的方向,希望对机器人全部轴进行伺服浮动时使用。
② 直线伺服浮动功能
以机器人坐标、基座坐标、用户坐标、工具坐标等各坐标系的坐标轴为单位进行伺服浮动。适用于仅对各坐标系中任一方向加载外力时使用。
优点
① 机器人可根据外力进行作业。
例如,压铸机的工件取出作业时,工件由压铸机的顶伸杆被顶出。此时,若使未使用伺服浮动功能的机器人持工件的话,机器人会为了维持示教点位置而和顶伸的力做对抗,无法顺利进行作业。若使用伺服浮动功能,机器人可根据外力进行灵活动作,可顺利取出工件。
② 无需追加硬件。
无需外力检测用传感器。可在低成本实现给机器人施加外力的作业。
资料下载
伺服浮动功能说明书(英文)
| 2 MB
下载
更多资料请到
下载中心
软浮动
伺服浮动功能是不仅控制机器人的位置、同时控制机器人的位置及力的功能 。可根据加载的外力柔性控制机器人的位置及姿势。
功能
伺服浮动功能,是由关节伺服浮动及直线伺服浮动功能组成。
① 关节伺服浮动功能
以机器人的各轴为单位进行伺服浮动。适用于当仅对机器人的某个特定的轴加载外力时或不知外力加载的方向,希望对机器人全部轴进行伺服浮动时使用。
② 直线伺服浮动功能
以机器人坐标、基座坐标、用户坐标、工具坐标等各坐标系的坐标轴为单位进行伺服浮动。适用于仅对各坐标系中任一方向加载外力时使用。
优点
① 机器人可根据外力进行作业。
例如,压铸机的工件取出作业时,工件由压铸机的顶伸杆被顶出。此时,若使未使用伺服浮动功能的机器人持工件的话,机器人会为了维持示教点位置而和顶伸的力做对抗,无法顺利进行作业。若使用伺服浮动功能,机器人可根据外力进行灵活动作,可顺利取出工件。
② 无需追加硬件。
无需外力检测用传感器。可在低成本实现给机器人施加外力的作业。
资料下载
伺服浮动功能说明书(英文)
| 2 MB
下载
更多资料请到
下载中心
软浮动
伺服浮动功能是不仅控制机器人的位置、同时控制机器人的位置及力的功能 。可根据加载的外力柔性控制机器人的位置及姿势。
功能
伺服浮动功能,是由关节伺服浮动及直线伺服浮动功能组成。
① 关节伺服浮动功能
以机器人的各轴为单位进行伺服浮动。适用于当仅对机器人的某个特定的轴加载外力时或不知外力加载的方向,希望对机器人全部轴进行伺服浮动时使用。
② 直线伺服浮动功能
以机器人坐标、基座坐标、用户坐标、工具坐标等各坐标系的坐标轴为单位进行伺服浮动。适用于仅对各坐标系中任一方向加载外力时使用。
优点
① 机器人可根据外力进行作业。
例如,压铸机的工件取出作业时,工件由压铸机的顶伸杆被顶出。此时,若使未使用伺服浮动功能的机器人持工件的话,机器人会为了维持示教点位置而和顶伸的力做对抗,无法顺利进行作业。若使用伺服浮动功能,机器人可根据外力进行灵活动作,可顺利取出工件。
② 无需追加硬件。
无需外力检测用传感器。可在低成本实现给机器人施加外力的作业。
资料下载
伺服浮动功能说明书(英文)
| 2 MB
下载
更多资料请到
下载中心
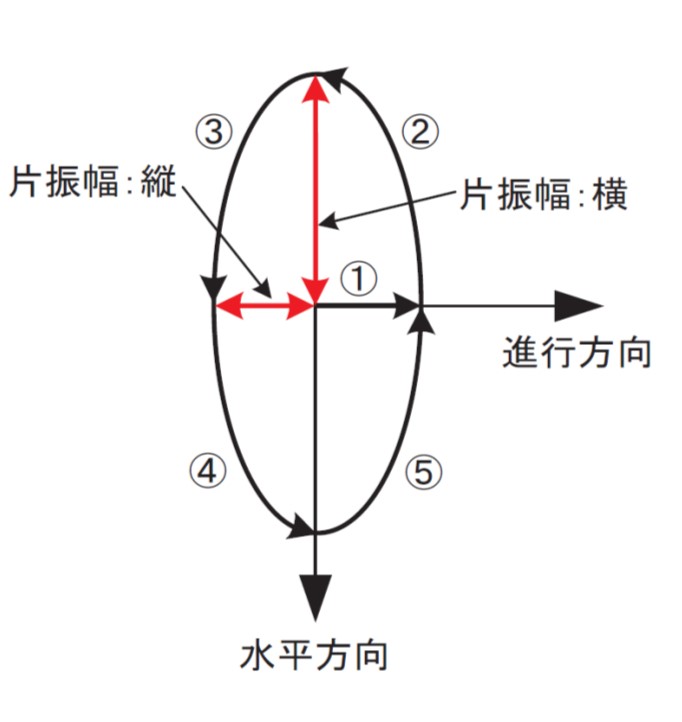
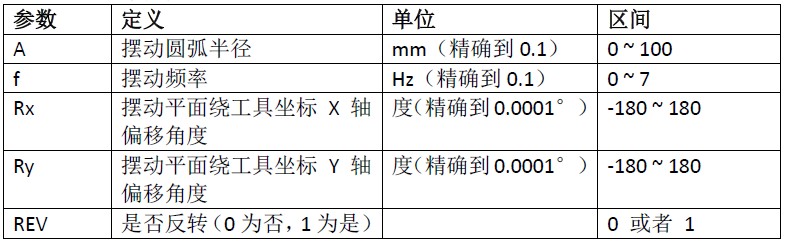
螺旋插补
通过圆弧摆动宏指令可实现打磨时圆弧摆动动作。
功能
通过在程序中设置单条指令中的参数,即可设置打磨轨迹。添加气动打磨头可实现打磨功能。
优点
调试简单,无需繁杂的设定。一条指令即可完成设置。
资料下载
螺旋插补
| 718 KB
下载
更多资料请到
下载中心
螺旋插补
通过圆弧摆动宏指令可实现打磨时圆弧摆动动作。
功能
通过在程序中设置单条指令中的参数,即可设置打磨轨迹。添加气动打磨头可实现打磨功能。
优点
调试简单,无需繁杂的设定。一条指令即可完成设置。
资料下载
螺旋插补
| 718 KB
下载
更多资料请到
下载中心
螺旋插补
通过圆弧摆动宏指令可实现打磨时圆弧摆动动作。
功能
通过在程序中设置单条指令中的参数,即可设置打磨轨迹。添加气动打磨头可实现打磨功能。
优点
调试简单,无需繁杂的设定。一条指令即可完成设置。
资料下载
螺旋插补
| 718 KB
下载
更多资料请到
下载中心